


More Information

Hubbard Spring’s “Precision” series of cup plugs have been engineered to seal small precision holes that once installed creates a positive seal and prevents leakage.
The following plug characteristics have been engineered for maximum sealing and installation effectives:
- Press / Interference fit with the cast / machined hole.
- Part height equal to or greater than the diameter of the plug making for easier handling and installation – either manual or bowl fed.
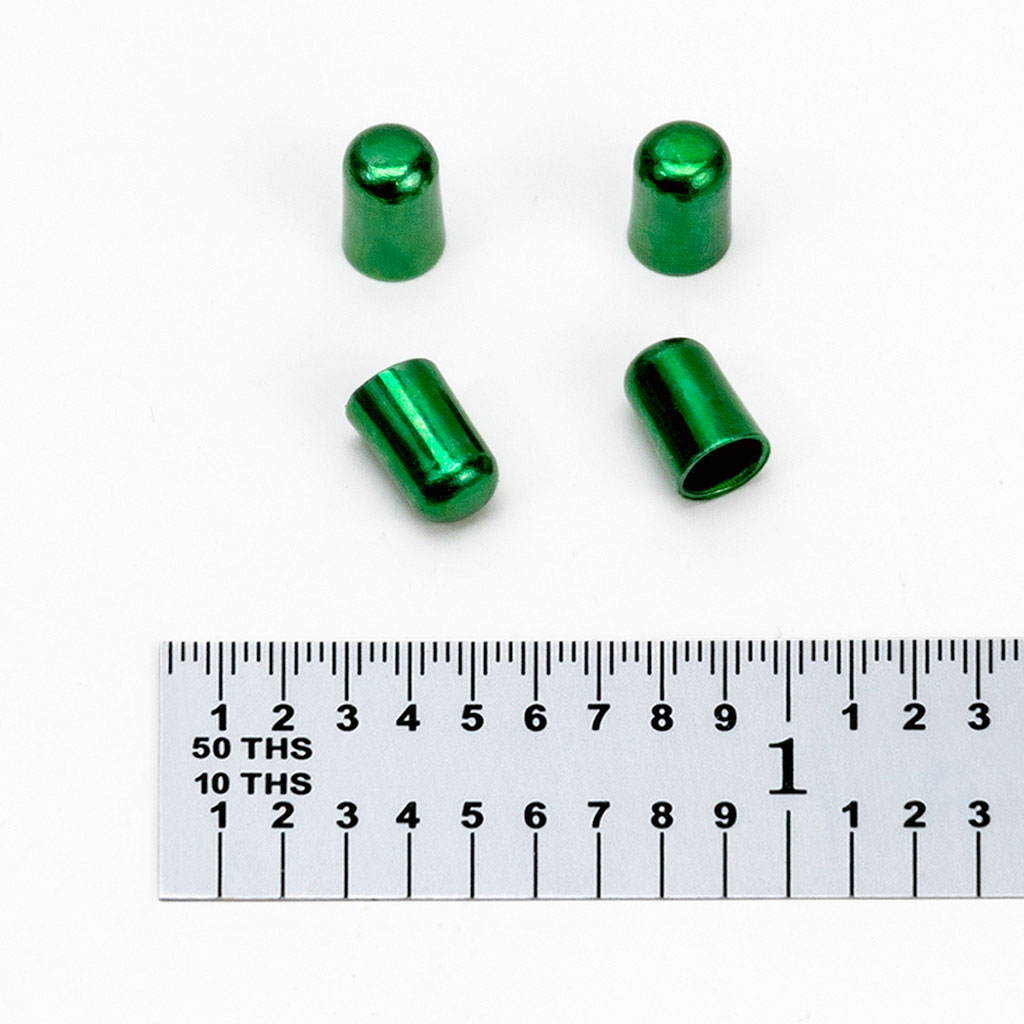
- Major/Minor OD taper and “bullet nose” for ease of starting the plug in the hole.
- Smooth, clean, tumbled finish for smooth installation and sealing with minimum galling and scoring.
- Color coding for easy identification if multiple precision plugs are being used in the same facility.
The “Precision” series of cup plugs was developed based on a century of experience sealing small holes in the following products:
- Transmission and powertrain components of all kinds.
- Transmission cases.
- Cross drilled passageways for water cooling of molds and other tooling.
- Cross drilled passageways for oil.
- Gear Boxes.
- Casting and machined parts of all kinds.
With the OEM push to lighten passenger vehicles, there are many more applications that are now using cup plugs to seal off holes and cavities created specifically to reduce weight.
Materials
- All precision series cup plugs are made from SAE 1008/1010 carbon steel to ASTM#A109.
- We can specially engineer precision cup plugs made from stainless steel, brass, or aluminum.
Finishes
- All precision series cup plugs are tumbled for a smooth, clean, dry finish.
- Mechanical zinc plating.
- Electro-zinc plating.
- Copper Flash.
- Black Oxide.
- Special color coding.
- Any commercially available finishes.
Hardening
These small plugs are commonly case hardened to improve their sealing / retention.
