More Information


- ISO Class 10.9 bolt or less
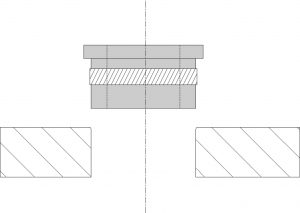
- Press-In or Over-Molding
- 2024 Aluminum
- Knurls for Retention
- Machined Mating Surfaces
- Headed for More Bearing / Mating Surface
Standard Material
- Aluminum
- ASTM B211 2024
Standard Finish
- Plain




The first step when engineering a bolted joint is developing the total load needed between the two mating parts.
Bolted Joint – Load Considerations:
| Thread | Class 5.8 Loads (N) | Class 8.8 Loads (N) | Class 10.9 Loads (N) | Class 12.9 Loads (N) | ||||
|---|---|---|---|---|---|---|---|---|
| Proof | Clamp | Proof | Clamp | Proof | Clamp | Proof | Clamp | |
| M3 | 1,910 | 1,430 | 2,290 | 2,910 | 4,180 | 3,140 | 4,880 | 3,660 |
| M3.5 | 2,580 | 1,940 | 3,940 | 2,960 | 5,630 | 4,220 | 6,580 | 4,490 |
| M4 | 3,340 | 2,500 | 5,100 | 3,850 | 7,290 | 5,450 | 8,520 | 6,400 |
| M5 | 5,400 | 4,050 | 8,230 | 6,150 | 11,800 | 8,850 | 13,800 | 10,350 |
| M6 | 7,640 | 5,750 | 11,600 | 8,700 | 16,700 | 12,550 | 19,500 | 14,650 |
| M8 x 1.00 | 14,900 | 11,200 | 22,700 | 17,000 | 32,500 | 24,400 | 38,000 | 28,500 |
| M8 x 1.50 | 13,900 | 10,400 | 21,200 | 15,900 | 30,400 | 22,800 | 35,500 | 26,600 |
| M10 x 1.00 | 24,500 | 18,400 | 37,400 | 28,100 | 53,500 | 40,100 | 62,700 | 47,000 |
| M10 x 1.25 | 23,300 | 17,500 | 35,500 | 26,600 | 50,800 | 38,100 | 59,400 | 44,600 |
| M10 x 1.50 | 22,000 | 16,500 | 33,700 | 25,300 | 48,100 | 36,100 | 56,300 | 42,200 |
| M12 x 1.25 | 35,000 | 26,300 | 53,400 | 40,100 | 76,400 | 57,300 | 89,300 | 67,000 |
| M12 x 1.50 | 33,500 | 25,100 | 51,100 | 38,300 | 73,100 | 54,800 | 85,500 | 64,100 |
| M12 x 1.75 | 32,000 | 24,000 | 48,900 | 36,700 | 70,000 | 52,500 | 81,800 | 61,400 |
Engineer the bolt working load to be 25% to 75% of the proof load.
Under the “Torque Specifications” tab we translate clamp load into torque.
The user has to establish realistic torque tolerances they can expect from their assembly process.
Once the total load between two mating surfaces and the total number of bolted joints has been established the bolt size, thread pitch, and bolt ISO class can be determined.
The next step after selecting a bolt is to choose the correct compression limiter.
Bolted Joint – Compression Limiter Considerations:
| Insertion Type | Series | ISO 8.8 | ISO 10.9 | ISO 12.0 |
|---|---|---|---|---|
| Press in - split seam Round | CLSR | X | X | X |
| Press in - split seam | CLSO | X | ||
| Over mold - closed seam Round | CLCR | X | ||
| Over mold - closed seam Oval | CLCO | X | ||
| Press in or over mold Machined Round | CLMR | X | ||
| Press in or over mold Machined Headed | CLMH | X |
We commonly produce compression limiters engineered for special applications – both formed and machined.
A complete part number can be configured as follows:
Once the complete part number is configured all important dimensions, tolerances, and corresponding hole size are listed on the catalog page.
Enter an RFQ quantity on the catalog page and submit a complete RFQ to Hubbard Spring.
In addition to bolt and compression limiter selection, the following should be considered when engineering a bolted joint:
The following should be considered when engineering a hole for press-in compression limiter applications:
The following table shows the torque that will achieve each bolt’s clamp load (75% of proof load).
All torques are listed in Newton Meters (Nm).
Actual clamp loads achieved will vary.
| Thread | Class 5.8 Torque | Class 8.8 Torque | Class 10.9 Torque | Class 12.9 Torque | ||||
|---|---|---|---|---|---|---|---|---|
| Dry | Lube | Dry | Lube | Dry | Lube | Dry | Lube | |
| M3 | 0.9 | 0.6 | 1.3 | 1.0 | 1.9 | 1.4 | 2.2 | 1.6 |
| M3.5 | 1.4 | 1.0 | 2.1 | 1.6 | 3.0 | 2.2 | 3.5 | 2.6 |
| M4 | 2.0 | 1.5 | 3.1 | 2.3 | 4.4 | 3.3 | 5.1 | 3.8 |
| M5 | 4.0 | 3.0 | 6.2 | 4.6 | 8.8 | 6.6 | 10.3 | 7.8 |
| M6 | 6.9 | 5.2 | 10.4 | 7.8 | 15.1 | 11.3 | 17.6 | 13.2 |
| M8 x 1.00 | 17.9 | 13.4 | 27.2 | 20.4 | 39.0 | 29.3 | 45.6 | 34.2 |
| M8 x 1.50 | 16.6 | 12.5 | 25.4 | 19.1 | 36.5 | 27.4 | 42.6 | 31.9 |
| M10 x 1.00 | 36.8 | 27.6 | 56.2 | 42.1 | 80.2 | 60.2 | 94.0 | 70.5 |
| M10 x 1.25 | 35.0 | 26.3 | 53.2 | 39.9 | 76.2 | 57.2 | 89.2 | 66.9 |
| M10 x 1.50 | 33.0 | 24.8 | 50.6 | 38.0 | 72.2 | 54.2 | 84.4 | 63.3 |
| M12 x 1.25 | 63.1 | 47.3 | 96.2 | 72.2 | 137.5 | 103.1 | 160.8 | 120.6 |
| M12 x 1.50 | 60.2 | 45.2 | 91.9 | 68.9 | 131.5 | 98.6 | 153.8 | 115.4 |
| M12 x 1.75 | 57.6 | 43.2 | 88.1 | 66.1 | 126.0 | 94.5 | 147.4 | 110.5 |
Content TBD